About Intermediate Stock | ||
| ||
Basic Concepts
Input and output intermediate stock can be created and visualized for all types of Machining Operations (mill/drill/turn).
Note: A Manufacturing Program can mix different types of Machining Operations, e.g. a milling operation is allowed after a turning operation and, inversely, a turning operation is allowed after a milling operation. Lathe operations can be mixed with milling operations.
The intermediate stock is taken into account to optimize and compute a collision free toolpath in the computation of roughing, axial, and prismatic Machining Operations.
The intermediate stock capability is enabled by selecting the Activate the Intermediate stock check box in the Options tab of the Part Operation. See Creating a Part Operation.
Note: If several Setup have been defined in the Setuo tab of the Part Operation (see Creating a Part Operation), only the Machining Operations using the same setup position are taken into account when computing the intermediate stock. The first Machining Operation always uses the stock defined in the associated setup position.
You will deal with:
- Input Intermediate Stock
- Solid corresponding to the machined part before the Machining Operation.
- Output Intermediate Stock
- Solid corresponding to the machined part after the Machining Operation.
- Input Stock contour
- Profile corresponding to the maximum turning envelope of the Input Intermediate Stock.
- Output Stock contour
- Profile corresponding to the maximum turning envelope of the Output Intermediate Stock.
- Stock synchronized with the operation
- To manage the life cycle, the stock is linked to a specific version of the tool path of the Machining Operation. If the toolpath is changed, the stock is no longer synchronized.
Note:
- The input stock of a Machining Operation is the output stock of the previous Machining Operation associated to the same setup position. In the case of intermediate stock and multi-turrets, the previous Machining Operation is defined by taking into account the synchronization between the different programs. See About Intermediate Stock.
- The intermediate stock bodies and contours are stored in the Machining Cell.
- The PPR Context must be linked to a product, and a stock must be selected in the setup position. See Creating a Part Operation.
![]()
Visualization Recommendations
Several settings will improve visualization of the intermediate stocks.
- , to manage the color and the transparency of the intermediate stocks. See General.
- :
- The Transparency Quality must be set to High (Alpha Blending) to visualize the transparency variations,
- The Pixel Culling (Static and While Moving) must be set to 0 for a correct display of the intermediate stock contour that is computed while editing Lathe Machining Operations.
![]()
Intermediate Stock Commands in Machining Operations Dialog Boxes
When Activate the Intermediate stock check box is selected in the Part Operation, several icons appear at the bottom of the Machining Operation dialog boxes.

- Update Input Stock
 .
. - Update Output Stock
 .
. - Ignore in Tool Path Computation
 : Ignores the input intermediate stock while computing the tool path (for the Machining Operations taking into
account the intermediate stock in the computation of the tool path).
If this option is activated, Update Input Stock turns to
: Ignores the input intermediate stock while computing the tool path (for the Machining Operations taking into
account the intermediate stock in the computation of the tool path).
If this option is activated, Update Input Stock turns to  . See Disabling the Intermediate Stock at Operation Level.
. See Disabling the Intermediate Stock at Operation Level.
- Deactivate the Output Stock Computation
 : If this option is activated, Update Output Stock is not available. See Disabling the Intermediate Stock at Operation Level.
: If this option is activated, Update Output Stock is not available. See Disabling the Intermediate Stock at Operation Level.
Note:
- In addition, the Input Stock or the Output Stock can be updated by computing the tool path.
- After the computation of the last Machining Operation of a Part Operation, all input stocks of the Machining Operations of the Part Operation are up-to-date.
The various stages of these commands are as follows:
- :
Input stock computed but not displayed
 : Input stock computed and displayed
: Input stock computed and displayed : Input stock not computed or not up-to-date
: Input stock not computed or not up-to-date : Input stock not computable (one or more previous
Machining Operations may be incomplete)
: Input stock not computable (one or more previous
Machining Operations may be incomplete)- : Output stock computation
 : Output stock computed and displayed
: Output stock computed and displayed
![]()
Intermediate Stocks in Turning Operations
Input and output stock can be computed on any turning operation.
Note: When Activate the intermediate stock check box is selected.
![]()
Intermediate Stock in Axial Operations
All axial Machining Operations (Drilling, Spot Drilling, Circular Milling, ...) support intermediate stock.
- Drilling Point
- A drilling entry point is computed on the stock.
- If this computed point is above the selected one, it replaces the selected one.
- If a Top element is selected and the computed point is above the Top element, the Top element is not taken into account.
- Linking motions
- The linking motions between drilling points are computed according to the intermediate stock.
- The linking macro motion is done up to the intermediate stock.
- Collisions are checked with the tool along the linking motion.
- The Stock clearance defined in the Part Operation is used to define a motion without collision with the current stock.
![]()
Intermediate Stock and Milling Operations
Intermediate stocks are supported by milling operations.
The top plane of the intermediate stock is automatically
computed in the machining area by relimiting the input stock
with the machining area:
- If there is no user-defined plane, the automatically computed plane defines the top plane of the Machining Operation,
- If a user-defined plane is set, it is taken into account if it is higher than the automatically computed plane along tool axis direction.
All milling operations support intermediate stock. However,
the following Machining Operations support intermediate stock and automatic
top plane computation:
- Pocketing
- Facing
- Profile contouring
- Prismatic roughing
- Roughing
- Plunge milling
- Cavities roughing
The following Machining Operations support intermediate stock and tool
path optimization:
- Pocketing
- Facing
- Prismatic roughing
- Roughing
- Plunge milling
- Cavities roughing
![]()
Intermediate Stock and Multi-Turrets
Intermediate stocks are not computed the same way when Manufacturing Program are synchronized between multi-turrets.
When Manufacturing Program are sequential. The input intermediate stock is computed from the tool paths of the previous Machining Operations.
The previous Machining Operations for a given Machining Operation are:
- All the Machining Operations in the previous programs,
- All the Machining Operations between the program start and the given Machining Operation in the current program.
For example: 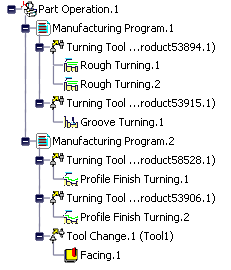
- The computation of the input intermediate stock of Groove Turning.1 takes into account the tool paths of Rough Turning.2 and Rough Turning.1.
- The input stock of Profile Finish Turning.2 is computed from the tool paths of Profile Finish Turning.1, Groove Turning.1, Rough Turning.2 and Rough Turning.1.
In the case of several Manufacturing Program synchronized between multi-turrets, the Manufacturing Program are no longer sequential but run in parallel.
In this case, i.e. when synchronizations exist in the process, 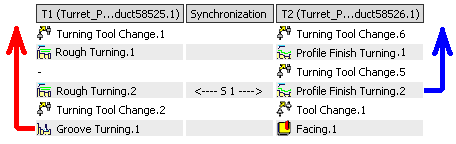
the computation of the intermediate stock
- takes into account all the previous Machining Operations of the same program (red arrow),
- considers the last synchronization before the current Machining Operation and takes into account all the Machining Operations defined prior to this synchronization (blue arrow). According to the type of synchronization, the synchronized Machining Operation is taken into account (when the synchronization targets the end or the retract macro) or not (when the synchronization targets the start or the approach macro).
- in our example above, the previous Machining Operations for Groove Turning.1 are:
- Rough Turning.2, Rough Turning.1, (in the Manufacturing Program corresponding to turret T1)
- and (in the program corresponding to turret T2)
- Profile Finish Turning.1 and Profile Finish Turning.2 (if the synchronization S1 targets the end or the retract macro of Profile Finish Turning.2),
- Profile Finish Turning.1 only (if the synchronization S1 targets the start or the approach macro of Profile Finish Turning.2)
When there are several synchronizations, only the previous first synchronization of the Machining Operation is taken into consideration.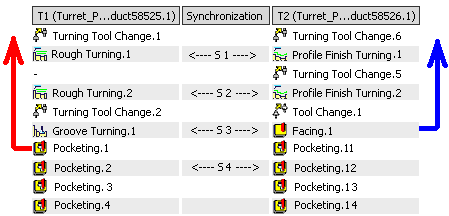
In this example, the previous first synchronization is synchronization S3. Thus, the previous Machining Operations for Pocketing.1 are:
- Groove Turning.1, Rough Turning.2, Rough Turning.1, (in the program corresponding to turret T1)
- and ( in the program
corresponding to turret T2):
- Profile Finish Turning.1, Profile Finish Turning.2 and Facing.1 (if the synchronization targets the end or the retract macro of Facing.1)
- Profile Finish Turning.1, Profile Finish Turning.2 only (if the synchronization targets the start or the approach macro of Facing.1)
Note:
- When a Machining Operation is considered as a previous one, its whole toolpath is taken into account for the computation of intermediate stock.
- In the case of a synchronization before a retract macro, the whole tool path of the synchronized Machining Operation is taken into account for the computation of the intermediate stock.
- In the case of a synchronization after an approach macro, the whole tool path of the synchronized Machining Operation is not taken into account for the computation of the intermediate stock.
- In the case of synchronized Manufacturing Program, the determination of the list of Machining Operations (from the other program) occurring before the current Machining Operation relies on the last synchronization defined before the current Machining Operation (and does not rely on time-based information). As a consequence, in the current release, some Machining Operations of the other program may not be taken into account in the machine position.
- In the case of a synchronization before a retract macro, the whole tool path of the synchronized Machining Operation is taken into account for the computation of the intermediate stock.
- In the case of a synchronization after an approach macro, the whole tool path of the synchronized Machining Operation is not taken into account for the computation of the intermediate stock.
![]()
Intermediate Stock and Macro Motions
Intermediate stocked are processed as follows within macro motions.
There are no RAPID motion inside the intermediate stock. Macro motions are managed to avoid RAPID tool motion inside the material.
Macro motions are automatically updated when a collision
(in RAPID mode) is detected with the cutter during toolpath
computation by:
- automatic extrapolation of macro motion
- automatic feedrate modification.
In the examples below, the various feedrates are represented
as follows:
- Update Approach Macro Motion Feedrate to avoid RAPID Motion
inside the Stock
- an Axial macro motion (in Approach Feedrate) is added to start
outside the stock
- Specific Case of Ramping and Helix Approach Macros: The macro motion parameter (height) is automatically computed
to start outside the stock.
This is done while computing the tool path. The macro motion parameter
is not modified on the macro specified by the user.
- Update Retract Motion Feedrate to avoid RAPID Motion inside
the Stock
- an Axial macro motion (in Retract feedrate) is added to finish
outside the stock
- Linking Motion between Retract and Approach: As for axial Machining Operations, linking motions are computed according
to intermediate stock.
The linking macro motion is done up to the intermediate stock.
Tool collisions are checked along the linking motion.
The Stock clearance defined in the Part Operation is used to define motions without collision with the current stock.
This is supported by the following prismatic Machining Operations:
- Roughing
- Plunge milling
- Cavities roughing
- Pocketing
- Facing
- Profile contouring (all modes)
- Curve Following
- Groove Milling
![]()
Intermediate Stock Life Cycle
The life cycle of intermediate stocks is followed by their status.
- Status of the input intermediate stock
- The Input intermediate stock status is up-to-date:
- If the input intermediate stock is already computed.
- If all previous Machining Operations have a tool path and are up-to-date or have a locked tool path.
- If all previous output Intermediate stocks are synchronized with the Machining Operations.
- If the stock assigned in thePart Operation has not changed.
In all other cases, the input intermediate stock is not up-to-date.
- Status of the Output Intermediate Stock
- The output intermediate stock status is up-to-date:
- If the output intermediate stock is already computed.
- If the Machining Operation has a tool path and is up-to-date or has a locked tool path.