Facing | ||||
|
| |||
Machining Strategy Parameters
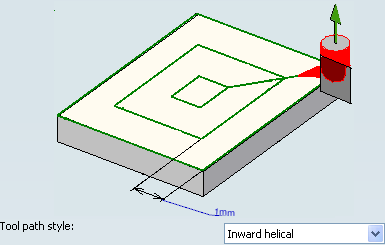
- Tool path style
- Specifies tool path style.
The options in the Tool path style dropdown combo box are as follows:
- Inward helical: the tool starts from a point inside the area to machine and follows inward paths parallel to the boundary.
- One way: the same machining direction is used from one path to the next.
- Back and forth: the machining direction is reversed from one path to the next.
![]()
Machining Parameters
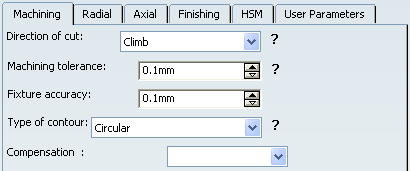
- Direction of cut
- The options in the
Direction of cut dropdown combo box specifies
how milling is done in Inward helical, and are as follows:
- Climb milling: the front of the advancing tool (in the
machining direction) cuts into the material first
- Conventional milling: the rear of the advancing tool
(in the machining direction) cuts into the material first.
- Climb milling: the front of the advancing tool (in the
machining direction) cuts into the material first
- Machining tolerance
- Specifies the maximum allowed distance between the theoretical and computed tool path.
- Fixture accuracy
- Specifies a
tolerance applied to the fixture thickness.
- If the distance between the tool and fixture is less than fixture thickness minus fixture accuracy, the position is eliminated from the trajectory.
- If the distance is greater, the position is not eliminated.
- Type of contour
- The options in the
Type of contour dropdown combo box indicates
the contouring type of corners in Inward helical and are as follows:
- Circular: the tool pivots around the corner point, following a contour whose radius is equal to the tool radius
- Angular: the tool does not remain in contact with the corner point, following a contour comprised of two line segments
- Optimized: the tool follows a contour derived from the corner that is continuous in tangent
- Forced circular: This option may be used in certain
complex cases when the Circular option does not give satisfactory
results.
It creates tool paths comprising of portions of circular arcs (for example, when grooves are present along the trajectory and the tool is too big to penetrate).
![]()
Radial Parameters
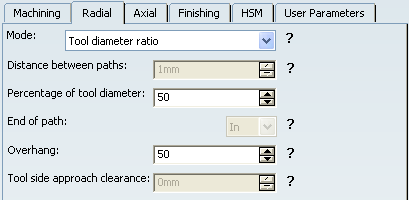
- Mode
- The options in the
Mode dropdown combo box specifies how the distance between two consecutive
paths is computed, and are as follows:
- Maximum distance,
- Tool diameter ratio
- Stepover ratio
- Distance between paths
- Defines the maximum distance between two consecutive tool paths in a radial strategy.
- Percentage of tool diameter
- Defines the maximum distance between two consecutive tool paths in a radial strategy as a percentage of the nominal tool diameter.
- End of path
- Defines how the
tool path is to start and end with respect to the boundary between
two consecutive paths
You can specify:
- In
- Out
- Overhang
- Allows a shift in
the tool position with respect to the soft boundary of the machining
domain.
- Tool side approach clearance
- Specifies the clearance between the tool side and the part that must be respected when entering or leaving the material.
![]()
Axial Parameters
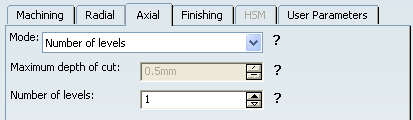
- Mode
- The options in the
Mode dropdown combo box specifies how the distance between two consecutive
levels is computed:
- Maximum depth of cut
- Number of levels
- Number of levels without top
- Maximum depth of cut
- Defines the maximum depth of cut in an axial strategy.
- Number of levels
- Defines the number of levels to be machined in an axial strategy.
![]()
HSM Parameters
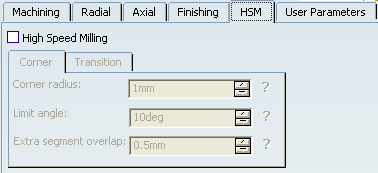
- High Speed Milling
- Select this check box to specify whether or not cornering for HSM is to be done on the trajectory.
- Corner radius
- Specifies the
radius used for rounding the corners along the trajectory of
a HSM operation.
Note: Value must be smaller than the tool radius.
- Limit angle
- Specifies the minimum angle for rounding corners in the tool path for a HSM operation.
- Extra segment overlap
- Specifies the overlap for the extra segments that are generated for cornering in a HSM operation. This is to ensure that there is no leftover material in the corners of the trajectory.
- Transition radius
- Specifies the radius at the start and end of the transition path when moving from one path to the next in a HSM operation.
- Transition angle
- Specifies the angle of the transition path that allows the tool to move smoothly from one path to the next in a HSM operation.
- Transition length
- Specifies a minimum length for the straight segment of the transition between paths in a HSM operation.
![]()
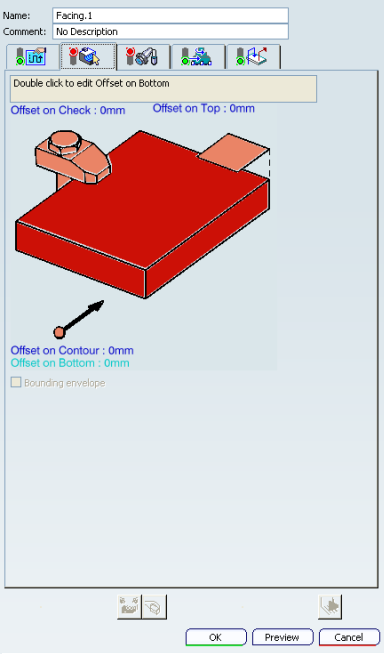
Geometry
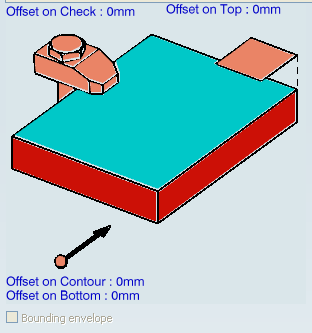
You can specify the following geometry:
- Bottom (planar face or surface) with possible Offset on Bottom
- Drive contour (edges or sketch) with possible Offset on Contour
- Top plane with possible Offset on Top
- Check elements with possible Offset on Check
- Start point (for Inward helical)
- Start point and End point (for One way and Back and forth).
You can select start and end points as preferential start and end positions on the operation. This allows better control for optimizing the program according to the previous and following operations.
- Bounding envelope
- Select this check box to machine the maximum
bounding rectangle of the part. After selecting the geometry
to be machined, this rectangle is computed after defining a
machining direction. The figures below illustrate how machining is done for different
machining directions.
 ,
, , and
, and .
.![]()
Feedrates and Speeds Parameters
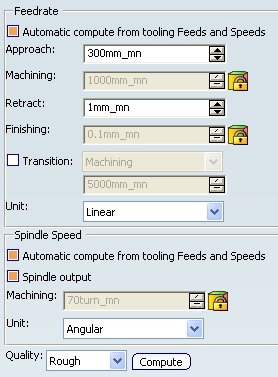
- Feedrate: Automatic compute from tooling Feeds and Speeds
- This check box allow an operation's feeds and speeds values to be updated automatically when the tool's feeds and speeds values are modified.
You can specify the following feedrates:
- Approach
- Machining
- Retract
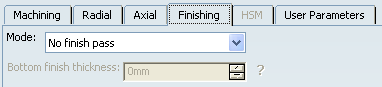
- Finishing
Note:
The above feedrates can be defined in linear (feed per minute) or angular (feed per revolution) units.
- Angular: feedrate in revolutions per minute and unit is set to mm_turn.
- Linear: feedrate in feed per minute and unit is set to mm_mn.
- Transition
- You can locally set the feedrate for a transition path to a
machining operation B from a machining operation A or from a tool
change activity. This is done by selecting the Transition check box in the Machining Operation dialog box for
operation B.
For more information, please refer to the Setting a Transition Feedrate.
- Spindle Speed: Automatic compute from tooling Feeds and Speeds
This check box allow an operation's feeds and speeds values to be updated automatically when the tool's feeds and speeds values are modified.
If the Feedrate Automatic compute check box is selected and the Spindle Speed: Automatic compute from tooling Feeds and Speeds check box is not selected, then only the feedrate values can be computed. If both are not selected then automatic updating is not done.
When you modify a tool's feeds and speeds, all existing operations with the Automatic compute check boxes selected that use this tool (or an assembly using this tool) can be recomputed.
- Spindle output
- This check box manage output
of the SPINDL instruction in the generated NC data file:
- If the check box is selected, the instruction is generated.
- Otherwise, it is not generated.
Note:
Spindle speed is applied on the different motions of the operations (including approach, retract, linking macros). Spindle can be re-defined with Spindle tool motion. The spindle speed can be defined in linear (length per minute) or angular (length per revolution) units.
- Angular: length in revolutions per minute and unit is set to mm_turn.
- Linear: length in feed per minute and unit is set to mm_mn.
- Quality
- The feed and speed values are computed according to the Quality setting on the operation.
- Compute
- Feeds and speeds of the operation can be updated according to tooling feeds and speeds by clicking the Compute button located in the Feeds and Speeds tab of the operation.
Feeds and speeds of the operation can be updated automatically according to tooling data and the Rough or Finish quality of the operation. This is described in About Feeds and Speeds.
![]()
NC Macros
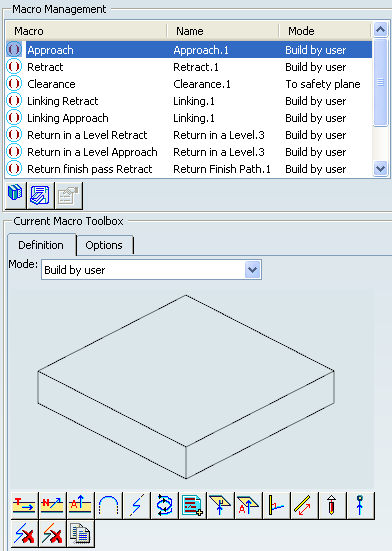
You can define transition paths in your machining operations by means
of NC macros:
- Approach: to approach the operation start point.
- Retract: to retract from the operation end point.
- Return in a Level to link two consecutive paths in a given level in a multi-path operation.
- Return between Levels to go to the next level in a multi-level machining operation.
- Return to Finish Pass to go to the finish pass.
- Clearance to avoid a fixture, for example.
The proposed macro mode for Approach and Retract macro are:
- None
- Build by user
- Horizontal horizontal axial
- Axial
- Ramping
The proposed macro mode for Clearance macro are:
- Distance
- To a Plane
- To safety plane
For more information, please refer to the Defining Macros.