Setting a Transition Feedrate | ||||
|
| |||
Select the Transition check box and select Local from the list.
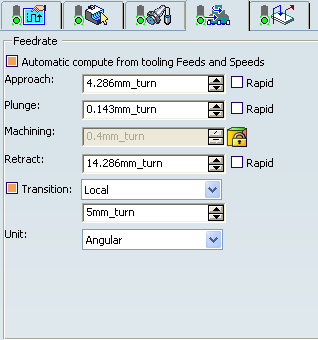
The locally defined feedrate value is displayed in the Tool Path Replay dialog box and in the APT output.
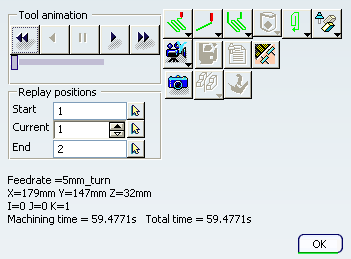
The corresponding color can be used for the Transition Path.The color of the Machining Operation Transition Path during replay depends on the selected feedrate type (as defined in the ).
If the Transition check box in the dialog box for the Machining Operation B is not selected, the transition feedrate is determined as follows:
- If a clearance macro is activated in the Machining Operation B, the
feedrate of the clearance path is used for the Transition Path.
Note: If the Machining Operation B is an axial operation, the feedrate is always set to RAPID.
- If no clearance macro is activated in the Machining Operation B, the
feedrate depends on the
setting
of Set Rapid feedrate at start of operations
in the Generate NC Output Interactively dialog box. See NC Data Options.
- If the option is set, a RAPID feedrate (red) is used for the Transition Path,
- If the option is not set, the first feedrate defined
in the Machining Operation B is used for the Transition Path (for
example, approach or machining).
Note: If the Machining Operation B is an axial operation, the feedrate is always set to RAPID.
- If the Machining Operation B is a Tool Change orHead Change, the transition feedrate is set to RAPID.
- If a clearance macro is activated in the Machining Operation B, the
feedrate of the clearance path is used for the Transition Path.