Inserting Machining Axis Changes | ||
| ||
Open an existing Machining Process containing Machining Operations.
The Machining Axis Change dialog box opens at the Geometry tab
 .
.
 By default,
By default,
- the X and Z axis are set to the corresponding directions of the absolute axis system. They are thus already defined and displayed in green.
- an Axis Name is proposed.
The sensitive icon in the dialog box lets you define a new Machining Axis System by defining an origin and new axis orientations.
To define the origin of the new Machining Axis System, click the symbol representing the origin in the sensitive icon, then select a point or a circle in the authoring window. Alternatively, you can specify a point by means of its coordinates as follows:
- Select the Coordinates
in its contextual command.
- Enter the point coordinates
in the dialog box that appears.
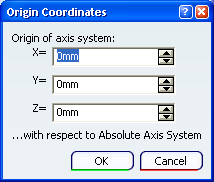
Coordinates are expressed in the absolute axis system.
- Select the Coordinates
in its contextual command.
Click one of the axes in the sensitive icon to specify the orientation of that axis in the dialog box that appears.
The operating mode is the same as the one described in Defining the Tool Axis.- Repeat this step for the second axis to define.
Note: Since the Z axis is the privileged axis, we recommend that you define it first, then specify the X axis. The XY plane is perpendicular to the Z axis.The specified origin along with the X and Z axes thus are sufficient to define the Machining Axis System.
To analyze the geometry referenced by a Machining Axis System, right-click any sensitive area in the dialog box and select Analyze in the contextual menu.
The contextual menu items vary depending on the element selected.
The Geometry Analyser dialog box is displayed.

Go to the Syntax tab
 .
. Click OK to create the new Machining Axis System in the authoring window
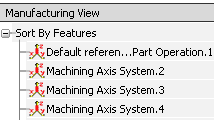
- Machining Axis Systems are listed in the Manufacturing View.
- A Machining Axis Systems can be shared by several Machining Axis Change operations.
Note:
- Machining Axis Changes do not impact the check reachability or table rotation functionalities. Similarly, the machine simulation is based on the toolpath and is not impacted by Machining Axis Changes.
- When table rotations are computed, the solution is provided with the least (that is, optimized) rotation.
- Machining Axis Systems are listed in the Manufacturing View.

Important:
|