NC Data Options | |||||
|
| ||||
Location of the Options
These options are available in the NC Output
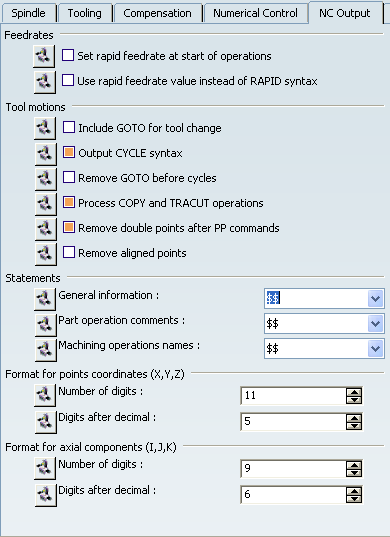
and Numerical Control 
tabs of the Generic Machine dialog box.
| NC Data Option | Description | APT | Clfile | NC Code |
|---|---|---|---|---|
| Circular Interpolation... | ||||
| Min interpol. radius | In the Numerical Control tab, specifies the value to be used for the minimum radius constraint for circular interpolation. |
Yes |
Yes |
Yes |
| Max interpol. radius | In the Numerical Control tab, specifies the value to be used for the maximum radius constraint for circular interpolation. |
Yes |
Yes |
Yes |
| Tool motions... | ||||
| Home point strategy | In the Numerical Control tab, lets you include Home Point information in the NC data output, using the GOTO or FROM information defined in the machine of the Part Operation. |
Yes |
Yes |
Yes |
| Include GOTO for tool change | In the NC Ouptut tab:
|
Yes |
Yes |
Yes |
| Output CYCLE syntax |
In the NC Ouptut tab:
|
Yes |
Yes |
Yes |
| Remove GOTO before cycles | For axial machining operations using SYNTAX output mode (CYCLE), you can choose whether or not to output GOTO statements corresponding to Jump and Clearance motions.
In the NC Ouptut tab:
|
Yes |
Yes |
Yes |
| Process COPY Operator Instruction and Tracut operations |
In the NC Ouptut tab,
specifies whether to process COPY Operator Instruction or TRACUT Operator Instructions found in the Manufacturing Program.
|
Yes |
No |
No |
| Remove double points after PP commands |
In the NC Ouptut tab, lets you keep or remove points that are repeated after
PP statements:
|
Yes |
Yes |
Yes |
| Remove aligned points |
In the NC Ouptut tab:
|
Yes |
Yes |
Yes |
| Feedrates... | ||||
| Use rapid feedrate value instead of RAPID syntax |
In the NC Ouptut tab, defines the formatting for rapid motions:
|
Yes |
Yes |
Yes |
| Set rapid feedrate at start of operations |
In the NC Ouptut tab:
|
Yes | Yes | Yes |
| Statements... | ||||
| NC data format | In the Numerical Control tab, defines the format describing tool motion statements on the NC data
output:
|
Yes | Yes | Yes |
| General information |
In the NC Ouptut tab, defines how information such as tool names and operation sequence
numbers can be generated.
Note: Tool Change operation keywords TOOLCHANGEBEGINNING and TOOLCHANGEEND printed in NC data output are not affected by the selection of None, PPRINT or $$. These keywords are required for tagging Tool Change related information and are used during NC data file import. This is not applicable to NC code generation. |
Yes | Yes except $$ |
Yes except $$ |
| Part operation comments |
In the NC Ouptut tab, defines how Part Operation comments can be generated:
|
Yes | Yes except $$ |
Yes except $$ |
| Machining operation names |
In the NC Ouptut tab, defines how Machining Operation names can be generated:
|
Yes | Yes except $$ |
Yes except $$ |
| Format for point coordinates (x,y,z)... |
In the NC Ouptut tab, allows you to define other
formats for NC data statements allowing better accuracy for large
parts:
|
Yes | No | Yes |
| Format for axial components (i, j, k)... |
In the NC Ouptut tab:
|
Yes |
No |
Yes |